





















 |
Высокопроизводительный компонент жидкостного охлаждения для отвода тепла
Подробная информация о продукте:
| Место происхождения: | Дунгуань, Гуандун, Китай |
| Фирменное наименование: | Uchi |
| Сертификация: | SMC |
| Номер модели: | Радиатор |
Оплата и доставка Условия:
| Количество мин заказа: | 100 шт. |
|---|---|
| Цена: | 1300-1500 dollars |
| Время доставки: | Не ограничен |
| Условия оплаты: | T/T, PayPal, Western Union, MoneyGram |
| Поставка способности: | 50000000ПК в месяц |
|
Подробная информация |
|||
| температура окружающей среды: | -30~55°C | Влажность: | 5%~90% |
|---|---|---|---|
| Количество водных путей: | 6 водных путей | Одиночный вес брутто: | 3.710 кг |
| Текстура материала: | 6061 | Статья никакая: | Пластина жидкостного охлаждения 14 |
| особенность: | высокая мощность охлаждения | жизнь фаната: | 100000 часов |
| Нить конусовой трубы: | ZG, G, NPT и т.д. | Базовый материал: | Алюминий или медь |
| Диапазон шума: | 9.5-25 | Шум: | 17 дБА |
| Тип: | термальный щит между источником света и механизмом | Тип крепления: | Отверстия для винтового крепления |
| Максимальная рабочая температура: | 120 ° C. | ||
| Выделить: | теплоотвод пластины жидкостного охлаждения,высокопроизводительный компонент жидкостного охлаждения,Пластина жидкостного охлаждения с гарантией |
||
Характер продукции
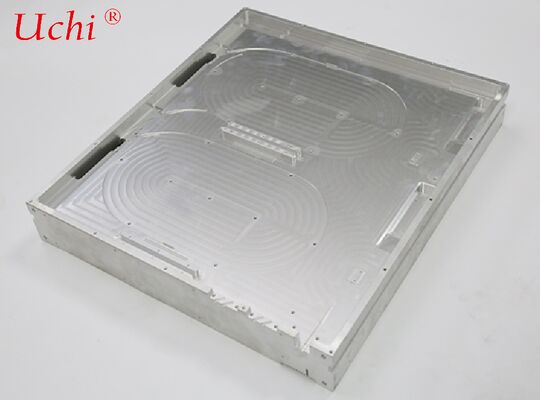
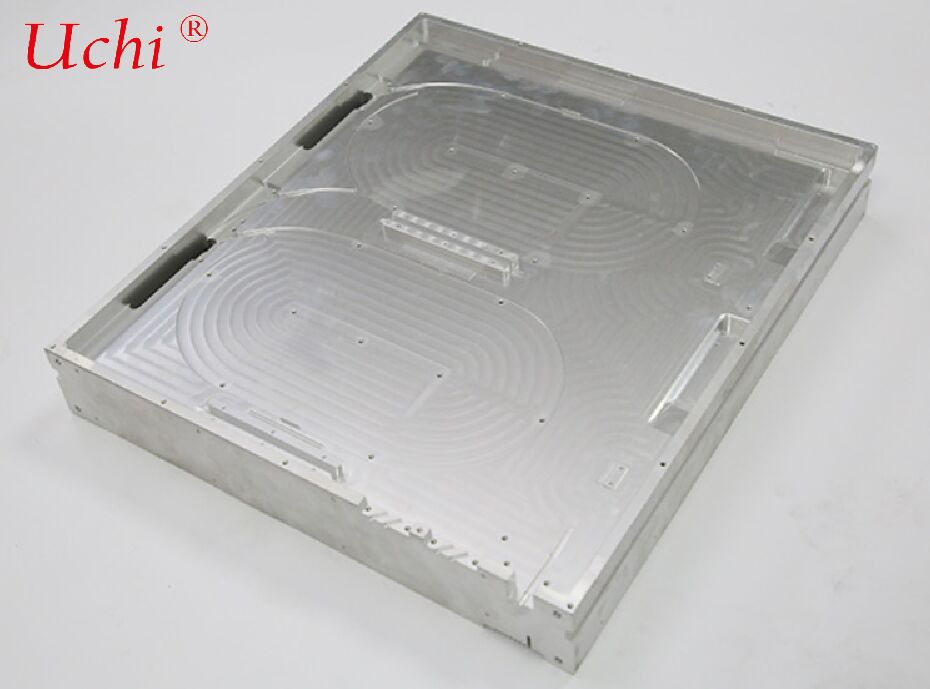
Высокопроизводительный компонент жидкостного охлаждения с теплоотводом, отличающийся от традиционных фрезерованных/рифленых пластин водяного охлаждения, специально разработанный для мощных волоконных лазеров и модулей оптической связи)
1. Определение и основная структура
Определение:
"Без канавок" не означает отсутствие каналов потока. Вместо традиционного процесса механической фрезеровки/рифления с последующей сваркой крышки, это пластина водяного охлаждения для оптоволокна со встроенными герметичными каналами потока, реализованными с помощью таких процессов, как сварка трением с перемешиванием (FSW), диффузионная сварка или встраивание медных трубок. Каналы потока встроены внутри металлической подложки без следов канавок на поверхности, что обеспечивает чрезвычайно высокую общую плоскостность.
Основные компоненты
- Подложка: алюминиевый сплав 6061/6063 (экономичный), бескислородная медь (отличная теплопроводность, высокая стоимость);
- Внутренние каналы потока: змеевиковые / параллельные микроканалы, встраиваемые медные трубки, без открытых выемок;
- Входные и выходные разъемы для воды (G1/4, NPT и т. д.), герметичная конструкция (бесфрезеровочная герметизация FSW для предотвращения утечек);
- Обработка поверхности: анодирование (защита от коррозии), проводящее окисление, никелирование / лужение (для соответствия различным требованиям установки).
2. Принцип работы
Плоская нижняя поверхность охлаждающей пластины плотно прилегает к источникам тепла, таким как источники накачки, комбинаторы лучей и резонаторы волоконных лазеров, через термопасту или фазоизменяемые материалы.
Тепло быстро проводится через подложку с высокой теплопроводностью к стенкам внутренних каналов потока.
Деионизированная вода или водный раствор этиленгликоля (обычно используемый) циркулирует внутри каналов потока и отводит тепло посредством принудительной конвекции.
Горячая жидкость возвращается в блок распределения охлаждения (CDU) или чиллер для теплообмена и охлаждения, образуя замкнутую систему охлаждения.
Конструкция без канавок снижает количество интерфейсов с тепловым сопротивлением, повышает эффективность теплопередачи и избегает рисков концентрации напряжений и коррозии по краям канавок.
3. Основные производственные процессы
- Сварка трением с перемешиванием (FSW, наиболее широко используемая): Предварительно заданное пространство для каналов потока между двумя пластинами; сварка в твердой фазе, достигаемая за счет термомеханических эффектов, создаваемых высокоскоростным вращающимся инструментом для перемешивания. Характеризуется отсутствием пор и трещин, не требует припоя, минимальной деформацией и подходит для крупногабаритных, высоконагруженных пластин водяного охлаждения для оптоволокна.
- Встраивание медной трубки + вакуумная пайка: Предварительно изготовленные медные трубки, вставленные в глухие отверстия подложки, с зазорами, заполненными вакуумной пайкой для формирования бесшовных каналов потока.
- Диффузионная сварка: Сцепление металлических атомов, достигаемое при высокой температуре и давлении, подходит для ультратонких и ультраточных каналов потока, но при относительно высокой стоимости.
4. Преимущества в производительности и сравнение (по сравнению с традиционными пластинами водяного охлаждения с фрезерованными канавками)
| Пункт сравнения | Пластина водяного охлаждения для оптоволокна без канавок | Традиционная пластина водяного охлаждения с фрезерованными канавками |
|---|---|---|
| Плоскостность поверхности | Чрезвычайно высокая (≤0,05 мм/100 мм), плотное прилегание без зазоров | Низкая, склонность к заусенцам/деформации по краям канавок |
| Тепловое сопротивление | Ниже (сниженное тепловое сопротивление на интерфейсе канавок) | Выше, сильно зависит от глубины фрезеровки и подгонки крышки |
| Устойчивость к утечкам | Отличная (сварка в твердой фазе FSW, без припоя, высокое сопротивление давлению) | Средняя (сварные швы подвержены коррозии, низкий предел давления) |
| Прочность конструкции | Высокая, хорошая общая жесткость, устойчивость к вибрации и ударам | Низкая, канавки снижают прочность подложки |
| Применимая плотность мощности | Высокая (≥500 Вт/см², подходит для волоконных лазеров мощностью кВт-класса) | Низкая или средняя (≤300 Вт/см²) |
| Стоимость | Высокая первоначальная стоимость, низкая стоимость долгосрочного обслуживания | Низкая первоначальная стоимость, высокий риск отказа и высокая стоимость обслуживания в дальнейшем |
5. Ключевые технические параметры
- Размеры: изготавливаются по индивидуальному заказу в соответствии с модулями волоконных лазеров (распространенные размеры: 300×200 мм, 400×300 мм и т. д.);
- Параметры каналов потока: внутренний диаметр 2–6 мм, скорость потока 1–3 м/с, перепад давления ≤0,3 МПа;
- Мощность теплоотвода: одна охлаждающая пластина поддерживает источники тепла мощностью от 500 Вт до 10 кВт;
- Рабочее давление / температура: 0,5–1,0 МПа, от -20°C до 80°C;
- Материалы: алюминиевый сплав (теплопроводность 200–220 Вт/(м·К)), медь (380–400 Вт/(м·К));
- Тест на герметичность: гелиевый течеискатель (скорость утечки ≤1×10⁻⁹ мбар·л/с) для обеспечения отсутствия утечек при длительной эксплуатации.
6. Типичные сценарии применения
- Мощные волоконные лазеры: отвод тепла от модулей накачки, комбинаторов лучей, Q-драйвов в промышленных лазерах для резки/сварки мощностью от 1 кВт до 10 кВт;
- Оборудование оптической связи: высокоскоростные оптические модули в центрах обработки данных, когерентное коммуникационное оборудование, усилители EDFA;
- Медицинское лазерное оборудование: косметологические аппараты на волоконных лазерах, стоматологическое лазерное оборудование;
- Производство полупроводников: системы передачи волокон в оборудовании для лазерного отжига и лазерной резки.
7. Руководство по выбору и проектированию
- Распределение источников тепла: змеевиковые каналы потока для равномерного распределения, параллельные каналы потока для нескольких точек источника тепла;
- Расход и давление: обеспечить скорость потока ≥1 м/с для предотвращения локального перегрева;
- Выбор материала: алюминиевый сплав для общих сценариев, медь для сверхвысокой плотности теплового потока;
- Интерфейс и совместимость: подтвердить спецификации и расположение разъемов для входа/выхода воды для соответствия существующим чиллерам / CDU;
- Требования к окружающей среде: усиленная защита поверхности от коррозии (например, твердое анодирование) для наружных / влажных сред;
- Соответствие: соответствие CE и RoHS; требуется испытание давлением для применений с высоким давлением.
8. Рекомендации по техническому обслуживанию
- Регулярно меняйте охлаждающую жидкость (каждые 6–12 месяцев) для предотвращения образования накипи;
- Ежегодно проводите испытания давлением и гелиевое течеискание для проверки на утечки;
- Поддерживайте поверхность охлаждающей пластины в чистоте, чтобы избежать загрязнения маслом, ухудшающего теплопроводность;
- Избегайте сильных ударов и вибраций, чтобы предотвратить деформацию каналов потока.
Хотите узнать больше подробностей об этом продукте